>> P.13
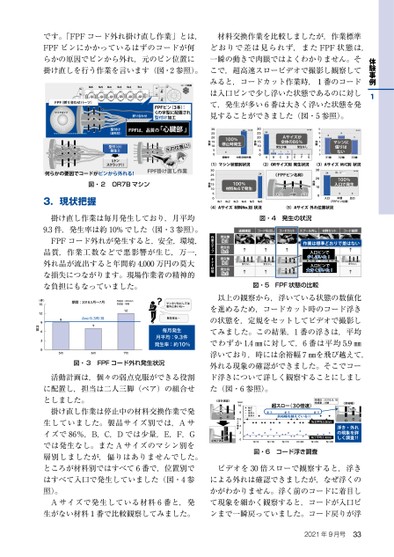
体験事例1どおりで差は見られず,またFPF状態は,一瞬の動きで肉眼ではよくわかりません。そこで,超高速スロービデオで撮影し観察してみると,コードカット作業時,1番のコードは入口ピンで少し浮いた状態であるのに対して,発生が多い6番は大きく浮いた状態を発見することができました(図・5参照)。材料交換作業を比較しましたが,作業標準です。「FPFコード外れ掛け直し作業」とは,FPFピンにかかっているはずのコードが何らかの原因でピンから外れ,元のピン位置に掛け直しを行う作業を言います(図・2参照)。№№№№№№コード断面(撚り合わせパーツ)ワイヤガイド撚り合わせピン(本):くの字型に配置され型付け加工マシンに偏りはない機機機件数サイズが%全体の発生少量発生なし稼働中材料交換作業件数%停止時発生件数(1)マシン状態別状況(2)ORサイズ別発生状況(3)AサイズM/C別状況作成日:作成者:小池%入口で発生中間ピン位置)出口№№№№№№(4)Aサイズ材料No.別状況入口((5)Aサイズ外れ位置状況件数《ピン名称》材料№%で発生件数は,品質の「心臓部」元の位置に!掛け直し作業型付け(波形状)型付(小)発生‼トンスクラップ‼何らかの要因でコードがピンから外れる!図・2OR7Bマシン3.現状把握図・4発生の状況作業は標準どおりで差はない入口ピンで少し浮いた!入口ピンで大きく浮いた!図・5FPF状態の比較作業ステップFPF状態掛け直し作業は毎月発生しており,月平均9.3件,発生率は約10%でした(図・3参照)。FPFコード外れが発生すると,安全,環境,品質,作業工数などで悪影響が生じ,万一,外れ品が流出すると年間約4,000万円の莫大な損失につながります。現場作業者の精神的な負担にもなっていました。2021年9月号33以上の観察から,浮いている状態の数値化を進めるため,コードカット時のコード浮きの状態を,定規をセットしてビデオで撮影してみました。この結果,1番の浮きは,平均でわずか1.4㎜に対して,6番は平均5.9㎜浮いており,時には余裕幅7㎜を飛び越えて,外れる現象の確認ができました。そこでコード浮きについて詳しく観察することにしました(図・6参照)。作成日:作成者:小柳《余裕幅》超スロー(倍速)余裕幅を越えている‼⑥平均:5.9mm①平均:1.4mm浮き・外れの現象を詳しく調査‼⑥①系列3系列4コード浮き《浮き測定》定規で測定図・6コード浮き調査ビデオを30倍スローで観察すると,浮きによる外れは確認できましたが,なぜ浮くのかがわかりません。浮く前のコードに着目して現象を細かく観察すると,コードが入口ピンまで一瞬戻っていました。コード戻りが浮月月月図・3FPFコード外れ発生状況活動計画は,個々の弱点克服ができる役割に配置し,担当は二人三脚(ペア)の組合せとしました。掛け直し作業は停止中の材料交換作業で発生していました。製品サイズ別では,Aサイズで86%,B,C,Dでは少量,E,F,Gでは発生なし。またAサイズのマシン別を層別しましたが,偏りはありませんでした。ところが材料別ではすべて6番で,位置別ではすべて入口で発生していました(図・4参照)。Aサイズで発生している材料6番と,発生がない材料1番で比較観察してみました。マンネリ化にしては意外と多いね〜発生率は…毎月発生月平均:発生率:約件%期間:2018.5月〜7月作成日:2018..作成者:宇野件月(件)件数
 | <
| <  |
|  >>
>>