>> P.9
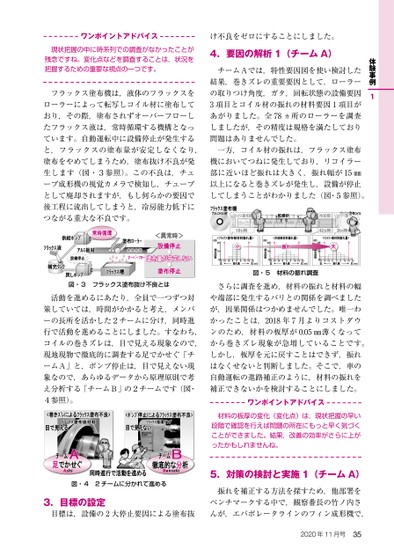
体験事例1け不良をゼロにすることにしました。4.要因の解析1(チームA)チームAでは,特性要因図を使い検討した結果,巻きズレの重要要因として,ローラーの取りつけ角度,ガタ,回転状態の設備要因3項目とコイル材の振れの材料要因1項目があがりました。全78ヵ所のローラーを調査しましたが,その精度は規格を満たしており問題はありませんでした。一方,コイル材の振れは,フラックス塗布機においてつねに発生しており,リコイラー部に近いほど振れは大きく,振れ幅が15㎜以上になると巻きズレが発生し,設備が停止してしまうことがわかりました(図・5参照)。10ヵ所42ヵ所26ヵ所ワンポイントアドバイス現状把握の中に時系列での調査がなかったことが残念ですね。変化点などを調査することは,状況を把握するための重要な視点の一つです。フラックス塗布機は,液体のフラックスをローラーによって転写しコイル材に塗布しており,その際,塗布されずオーバーフローしたフラックス液は,常時循環する機構となっています。自動運転中に設備停止が発生すると,フラックスの塗布量が安定しなくなり,塗布をやめてしまうため,塗布抜け不良が発生します(図・3参照)。この不良は,チューブ成形機の視覚カメラで検知し,チューブとして廃却されますが,もし何らかの要因で後工程に流出してしまうと,冷房能力低下につながる重大な不良です。図・3フラックス塗布抜け不良とは活動を進めるにあたり,全員で一つずつ対策していては,時間がかかると考え,メンバーの長所を活かした2チームに分け,同時進行で活動を進めることにしました。すなわち,コイルの巻きズレは,目で見える現象なので,現地現物で徹底的に調査する足でかせぐ「チームA」と,ポンプ停止は,目で見えない現象なので,あらゆるデータから原理原則で考え分析する「チームB」の2チームです(図・4参照)。図・5材料の振れ調査さらに調査を進め,材料の振れと材料の幅や端部に発生するバリとの関係を調べましたが,因果関係はつかめませんでした。唯一わかったことは,2018年7月よりコストダウンのため,材料の板厚が0.05㎜薄くなってから巻きズレ現象が急増していることです。しかし,板厚を元に戻すことはできず,振れはなくせないと判断しました。そこで,車の自動運転の進路補正のように,材料の振れを補正できないかを検討することにしました。ワンポイントアドバイス材料の板厚の変化(変化点)は,現状把握の早い段階で確認を行えば問題の所在にもっと早く気づくことができました。結果,改善の効率がさらに上がったかもしれませんね。AshiBunseki図・42チームに分かれて進める3.目標の設定目標は,設備の2大停止要因による塗布抜5.対策の検討と実施1(チームA)振れを補正する方法を探すため,他部署をベンチマークする中で,観察番長の竹ノ内さんが,エバポレータラインのフィン成形機で,2020年11月号35
 | <
| <  |
|  > |
> |  >>
>>