>> P.9
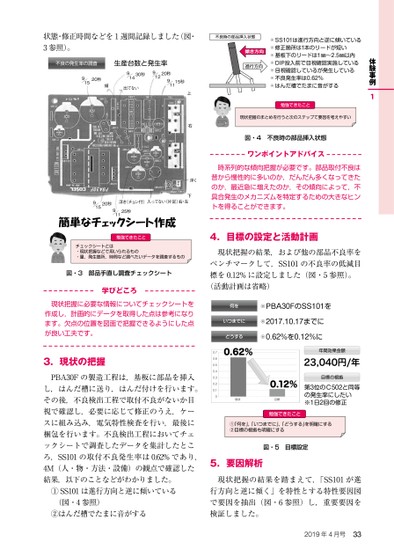
体験事例1SS101は進行方向と逆に傾いている修正箇所は1本のリードが短い基板下のリードは1㎜~2.5㎜以内DIP投入前で目視確認実施している目視確認しているが発生している不良発生率は0.62%はんだ槽でたまに音がするチェックシートとは・現状把握などで用いられるもの・量,発生箇所,時間など調べたいデータを調査するもの勉強できたこと進行方向状態・修正時間などを1週間記録しました(図・3参照)。不良時の部品挿入状態傾き方向不良の発生率の調査生産台数と発生率91520秒傾91430秒912出てない20秒915秒11上右浮く91520秒浮き(チョン付)入ってない(片足)右・左下91125秒勉強できたことチェックシートとは・現状把握などで用いられるもの・量,発生箇所,時間など調べたいデータを調査するもの図・3部品手直し調査チェックシート勉強できたこと学びどころ現状把握のまとめを行うと次のステップて要因を考えやすい現状把握に必要な情報についてチェックシートを作成し,計画的にデータを取得した点は参考になります。欠点の位置を図面で把握できるようにした点が良い工夫です。勉強できたこと]①・何を・いつまでに・どうする②目標の根拠も明確にするを明確にする3.現状の把握PBA30Fの製造工程は,基板に部品を挿入勉強できたこと勉強できたこと重みづけしたことに対して検証をしなければいけない・特性は現状把握でわかったことを踏まえた結果系とする・たくさんの意見を出し,統合,結合していくし,はんだ槽に送り,はんだ付けを行います。その後,不良検出工程で取付不良がないか目視で確認し,必要に応じて修正のうえ,ケースに組み込み,電気特性検査を行い,最後に梱包を行います。不良検出工程においてチェックシートで調査したデータを集計したところ,SS101の取付不良発生率は0.62%であり,4M(人・物・方法・設備)の観点で確認した結果,以下のことなどがわかりました。①SS101は進行方向と逆に傾いている②はんだ槽でたまに音がする検証結果を合わせて実験し発生のメカニズムを掴むこと(図・4参照)勉強できたこと勉強できたこと現状把握のまとめを行うと次のステップて要因を考えやすい図・4不良時の部品挿入状態勉強できたこと]ワンポイントアドバイス①・何を・いつまでに・どうする②目標の根拠も明確にするを明確にする時系列的な傾向把握が必要です。部品取付不良は昔から慢性的に多いのか,だんだん多くなってきたのか,最近急に増えたのか,その傾向によって,不具合発生のメカニズムを特定するための大きなヒントを得ることができます。勉強できたこと・特性は現状把握でわかったことを踏まえた結果系とする・たくさんの意見を出し,統合,結合していく4.目標の設定と活動計画勉強できたこと現状把握の結果,およびの部品不良率をベンチマークして,SS101の不良率の低減目標を0.12%に設定しました(図・5参照)。重みづけしたことに対して検証をしなければいけない(活動計画は省略)勉強できたこと何をPBA30FのSS101を検証結果を合わせて実験し発生のメカニズムを掴むこといつまでに2017.10.17までにどうする0.62%を0.12%に0.70.60.50.40.30.20.100.62%0.12%現状目標年間効果金額23,040円/年目標の根拠第3位のC502と同等の発生率にしたい※1日2回の修正勉強できたこと①「何を」,「いつまでに」,「どうする」を明確にする②目標の根拠も明確にする図・5目標設定5.要因解析現状把握の結果を踏まえて,「SS101が進行方向と逆に傾く」を特性とする特性要因図で要因を抽出(図・6参照)し,重要要因を検証しました。2019年4月号33
 | <
| <  |
|  > |
> |  >>
>>