>> P.10
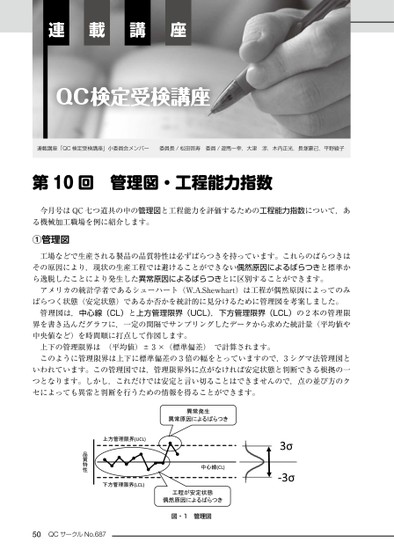
50QCサークルNO.687今月号はQC七つ道具の中の管理図と工程能力を評価するための工程能力指数について,ある機械加工職場を例に紹介します。工場などで生産される製品の品質特性は必ずばらつきを持っています。これらのばらつきはその原因により,現状の生産工程では避けることができない偶然原因によるばらつきと標準から逸脱したことにより発生した異常原因によるばらつきとに区別することができます。アメリカの統計学者であるシューハート(W.A.SHEWHART)は工程が偶然原因によってのみばらつく状態(安定状態)であるか否かを統計的に見分けるために管理図を考案しました。管理図は,中心線(CL)と上方管理限界(UCL),下方管理限界(LCL)の2本の管理限界を書き込んだグラフに,一定の間隔でサンプリングしたデータから求めた統計量(平均値や中央値など)を時間順に打点して作図します。上下の管理限界は(平均値)±3×(標準偏差)で計算されます。このように管理限界は上下に標準偏差の3倍の幅をとっていますので,3シグマ法管理図といわれています。この管理図では,管理限界外に点がなければ安定状態と判断できる根拠の一つとなります。しかし,これだけでは安定と言い切ることはできませんので,点の並び方のクセによっても異常と判断を行うための情報を得ることができます。第10回管理図・工程能力指数①管理図QC検定受検講座連載講座連載講座「QC検定受検講座」小委員会メンバー委員長/松田啓寿委員/遊馬一幸,大津渉,木内正光,長塚豪己,平野綾子図・1管理図品質特性工程が安定状態偶然原因によるばらつき下方管理限界上方管理限界異常発生異常原因によるばらつき中心線’18年_10月号_連載講座_9.7.INDD5018/09/1112:07
 | <
| <  |
|  > |
> |  >>
>>