>> P.13
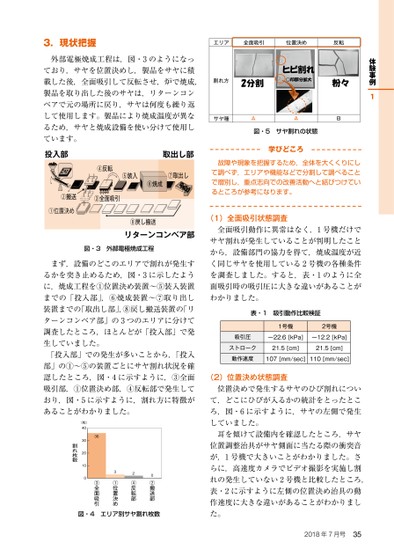
2018年7月号35体験事例1外部電極焼成工程は,図・3のようになっており,サヤを位置決めし,製品をサヤに積載した後,全面吸引して反転させ,炉で焼成,製品を取り出した後のサヤは,リターンコンベアで元の場所に戻り,サヤは何度も繰り返して使用します。製品により焼成温度が異なるため,サヤと焼成設備を使い分けて使用しています。まず,設備のどこのエリアで割れが発生するかを突き止めるため,図・3に示したように,焼成工程を①位置決め装置~⑤装入装置までの「投入部」,⑥焼成装置~⑦取り出し装置までの「取出し部」,⑧戻し搬送装置の「リターンコンベア部」の3つのエリアに分けて調査したところ,ほとんどが「投入部」で発生していました。「投入部」での発生が多いことから,「投入部」の①~⑤の装置ごとにサヤ割れ状況を確認したところ,図・4に示すように,③全面吸引部,①位置決め部,④反転部で発生しており,図・5に示すように,割れ方に特徴があることがわかりました。(1)全面吸引状態調査全面吸引動作に異常はなく,1号機だけでサヤ割れが発生していることが判明したことから,設備部門の協力を得て,焼成温度が近く同じサヤを使用している2号機の各種条件を調査しました。すると,表・1のように全面吸引時の吸引圧に大きな違いがあることがわかりました。(2)位置決め状態調査位置決めで発生するサヤのひび割れについて,どこにひびが入るかの統計をとったところ,図・6に示すように,サヤの左側で発生していました。耳を傾けて設備内を確認したところ,サヤ位置調整治具がサヤ側面に当たる際の衝突音が,1号機で大きいことがわかりました。さらに,高速度カメラでビデオ撮影を実施し割れの発生していない2号機と比較したところ,表・2に示すように左側の位置決め治具の動作速度に大きな違いがあることがわかりました。3.現状把握故障や現象を把握するため,全体を大くくりにして調べず,エリアや機能などで分割して調べることで層別し,重点志向での改善活動へと結びつけているところが参考になります。学びどころ図・4エリア別サヤ割れ枚数表・1吸引動作比較検証図・3外部電極焼成工程図・5サヤ割れの状態リターンコンベア部取出し部投入部④反転③全面吸引⑤装入⑥焼成⑦取出し⑧戻し搬送②搬送①位置決めエリア全面吸引位置決め反転割れ方サヤ種AAB吸引圧ストローク動作速度1号機ー22.6[KPA]21.5[CM]107[MM/SEC]2号機ー12.2[KPA]21.5[CM]110[MM/SEC]③全面吸引割れ枚数④反転部②搬送部①位置決め010203040(枚)363207月号_体験事例1_6.13.INDD3518/06/148:30
 | <
| <  |
|  >>
>>