>> P.12
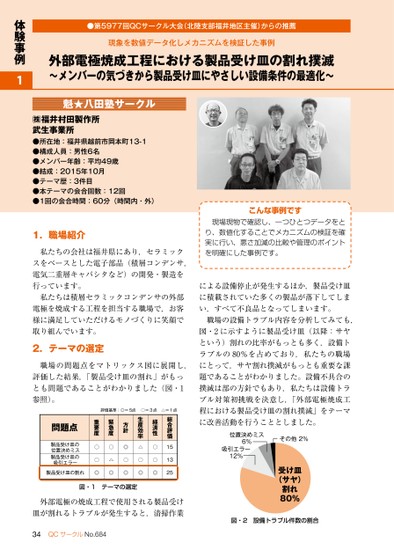
34QCサークルNO.684㈱福井村田製作所武生事業所●所在地:福井県越前市岡本町13-1●構成人員:男性6名●メンバー年齢:平均49歳●結成:2015年10月●テーマ歴:3件目●本テーマの会合回数:12回●1回の会合時間:60分(時間内・外)外部電極焼成工程における製品受け皿の割れ撲滅~メンバーの気づきから製品受け皿にやさしい設備条件の最適化~現象を数値データ化しメカニズムを検証した事例体験事例1による設備停止が発生するほか,製品受け皿に積載されていた多くの製品が落下してしまい,すべて不良品となってしまいます。職場の設備トラブル内容を分析してみても,図・2に示すように製品受け皿(以降:サヤという)割れの比率がもっとも多く,設備トラブルの80%を占めており,私たちの職場にとって,サヤ割れ撲滅がもっとも重要な課題であることがわかりました。設備不具合の撲滅は部の方針でもあり,私たちは設備トラブル対策初挑戦を決意し,「外部電極焼成工程における製品受け皿の割れ撲滅」をテーマに改善活動を行うこととしました。私たちの会社は福井県にあり,セラミックスをベースとした電子部品(積層コンデンサ,電気二重層キャパシタなど)の開発・製造を行っています。私たちは積層セラミックコンデンサの外部電極を焼成する工程を担当する職場で,お客様に満足していただけるモノづくりに笑顔で取り組んでいます。職場の問題点をマトリックス図に展開し,評価した結果,「製品受け皿の割れ」がもっとも問題であることがわかりました(図・1参照)。外部電極の焼成工程で使用される製品受け皿が割れるトラブルが発生すると,清掃作業こんな事例です現場現物で確認し、一つひとつデータをとり、数値化することでメカニズムの検証を確実に行い、悪さ加減の比較や管理のポイントを明確にした事例です。●第5977回QCサークル大会(北陸支部福井地区主催)からの推薦魁★八田塾サークル1.職場紹介2.テーマの選定図・1テーマの選定図・2設備トラブル件数の割合問題点重要度緊急度方針生産効率経済性総合評価製品受け皿の位置決めミス○○◎△○15製品受け皿の吸引エラー○△○○○13製品受け皿の割れ◎◎◎◎◎25評価基準:◎=5点○=3点△=1点受け皿(サヤ)割れ80%吸引エラー12%位置決めミス6%その他2%7月号_体験事例1_6.13.INDD3418/06/148:30
 | <
| <  |
|  > |
> |  >>
>>