>> P.13
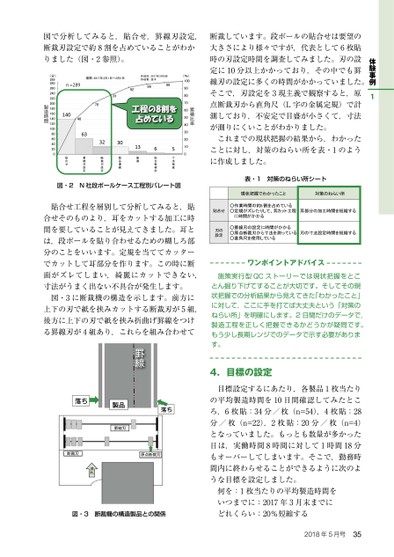
2018年5月号35体験事例1図で分析してみると,貼合せ,罫線刃設定,断裁刃設定で約8割を占めていることがわかりました(図・2参照)。貼合せ工程を層別して分析してみると,貼合せそのものより,耳をカットする加工に時間を要していることが見えてきました。耳とは,段ボールを貼り合わせるための糊しろ部分のことをいいます。定規を当ててカッターでカットして耳部分を作ります。この時に断面がズレてしまい,綺麗にカットできない,寸法がうまく出ない不具合が発生します。図・3に断裁機の構造を示します。前方に上下の刃で紙を挟みカットする断裁刃が5組,後方に上下の刃で紙を挟み折曲げ罫線をつける罫線刃が4組あり,これらを組み合わせて断裁しています。段ボールの貼合せは要望の大きさにより様々ですが,代表として6枚貼時の刃設定時間を調査してみました。刃の設定に10分以上かかっており,その中でも罫線刃の設定に多くの時間がかかっていました。そこで,刃設定を3現主義で観察すると,原点断裁刃から直角尺(L字の金属定規)で計測しており,不安定で目盛が小さくて,寸法が測りにくいことがわかりました。これまでの現状把握の結果から,わかったことに対し,対策のねらい所を表・1のように作成しました。目標設定するにあたり,各製品1枚当たりの平均製造時間を10日間確認してみたところ,6枚貼:34分/枚(N=54),4枚貼:28分/枚(N=22),2枚貼:20分/枚(N=4)となっていました。もっとも数量が多かった日は,実働時間8時間に対して1時間18分もオーバーしてしまいます。そこで,勤務時間内に終わらせることができるように次のような目標を設定しました。何を:1枚当たりの平均製造時間をいつまでに:2017年3月末までにどれくらい:20%短縮する4.目標の設定表・1対策のねらい所シート図・2N社段ボールケース工程別パレート図図・3断裁機の構造製品との関係作成日:2017年2月9日作成者:金子4870819296980102030405060708090100020406080100120140160180200220240260280貼合せ罫線刃設定断裁刃設定製品運搬断裁貼合数検討寸法検査289(分)(%)N=289期間:2017年2月1日~2月2日製造時間累積比率罫線落ち落ち製品断裁刃原点断裁刃流れ罫線刃施策実行型QCストーリーでは現状把握をとことん掘り下げてすることが大切です。そしてその現状把握での分析結果から見えてきた「わかったこと」に対して,ここに手を打てば大丈夫という「対策のねらい所」を明確にします。2日間だけのデータで,製造工程を正しく把握できるかどうかが疑問です。もう少し長期レンジでのデータで示す必要があります。ワンポイントアドバイス現状把握でわかったこと対策のねらい所貼合せ○作業時間の約5割を占めている○定規がズレたりして、耳カット工程に時間がかかる耳部分の加工時間を短縮する刃の設定○罫線刃の設定に時間がかかる○原点断裁刃から寸法を測っている○直角尺を使用している刃の寸法設定時間を短縮する5月号_体験事例1_4.10.INDD3518/04/1314:05
 | <
| <  |
|  >>
>>