>> P.9
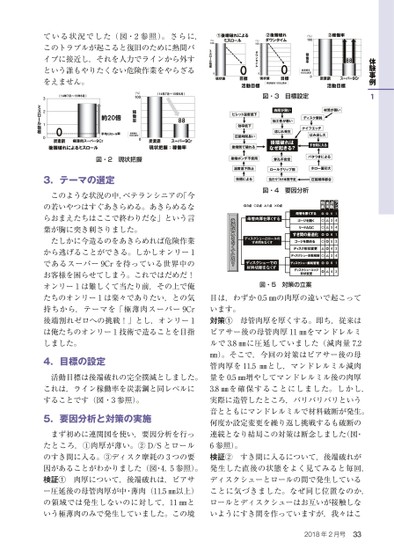
2018年2月号33体験事例1ている状況でした(図・2参照)。さらに,このトラブルが起こると復旧のために熱間パイプに接近し,それを人力でラインから外すという誰もやりたくない危険作業をやらざるをえません。このような状況の中,ベテランシニアの「今の若いやつはすぐあきらめる。あきらめるならおまえたちはここで終わりだな」という言葉が胸に突き刺さりました。たしかに今造るのをあきらめれば危険作業から逃げることができる。しかしオンリー1であるスーパー9CRを待っている世界中のお客様を困らせてしまう。これではだめだ!オンリー1は難しくて当たり前,その上で俺たちのオンリー1は楽々でありたい,との気持ちから,テーマを「極薄肉スーパー9CR後端割れゼロへの挑戦!」とし,オンリー1は俺たちのオンリー1技術で造ることを目指しました。活動目標は後端破れの完全撲滅としました。これは,ライン稼働率を炭素鋼と同レベルにすることです(図・3参照)。まず初めに連関図を使い,要因分析を行ったところ,①肉厚が薄い。②D/Sとロールのすき間に入る。③ディスク摩耗の3つの要因があることがわかりました(図・4,5参照)。検証①肉厚について,後端破れは,ピアサー圧延後の母管肉厚が中・薄肉(11.5㎜以上)の領域では発生しないのに対して,11㎜という極薄肉のみで発生していました。この境目は,わずか0.5㎜の肉厚の違いで起こっています。対策①母管肉厚を厚くする。即ち,従来はピアサー後の母管肉厚11㎜をマンドレルミルで3.8㎜に圧延していました(減肉量7.2㎜)。そこで,今回の対策はピアサー後の母管肉厚を11.5㎜とし,マンドレルミル減肉量を0.5㎜増やしてマンドレルミル後の肉厚3.8㎜を確保することにしました。しかし,実際に造管したところ,バリバリバリという音とともにマンドレルミルで材料破断が発生。何度か設定変更を繰り返し挑戦するも破断の連続となり結局この対策は断念しました(図・6参照)。検証②すき間に入るについて,後端破れが発生した直後の状態をよく見てみると毎回,ディスクシューとロールの間で発生していることに気づきました。なぜ同じ位置なのか,ロールとディスクシューはお互いが接触しないようにすき間を作っていますが,我々はこ3.テーマの選定4.目標の設定5.要因分析と対策の実施図・2現状把握図・3目標設定図・4要因分析図・5対策の立案なすき間の最適化ディスクシューとロールのすき間をなくす炭素鋼スーパー9CR稼働率ダウンタイム(%)(%)(%)ミスロール指標炭素鋼を100と表示現状値を100と表示炭素鋼炭素鋼を100と表示稼働率ミスロール指標炭素鋼スーパー9CR3210(%)ディスク摩耗ビレット温度低下効率低下加工性が悪い捻じれ発生圧延時間長い後端側で破れる後端破れはなぜ起きる?後端ポンチ不使用温度低下防止技標による材質が固いナイフエッヂはみ出し大バタつきによるホロー偏芯大圧延順序都合当たりつけ本数不足ロールグリップ弱すき間に入る肉厚が薄い
 | <
| <  |
|  > |
> |  >>
>>